Вылеты и влеты
Ввиду огромного количества макетов, которые могут повлечь за собой неудовлетворительный результат, попробуем рассказать Вам, что такое "вылеты" и "влеты".
Вылеты - припуски к обрезному формату, которые необходимо создавать, когда часть изображения уходит «под обрез», то есть линия реза проходит не по пустому полю незапечатанной бумаги, а по картинке. Вылеты - по 2 мм с каждой стороны, влеты - по 5 мм, соответственно, внутри с каждой из сторон.
| Описание |
Пример |
Берем, для примера стандартные визитки 90 мм х 50 мм:
• влеты 5 мм - означают, что мы должны отступить от края визитки (вовнутрь)
по 5 мм с каждой стороны
• вылеты 2 мм - означают, что мы должны добавить к файлу
по 2 мм с каждой стороны (сделать припуски) |
 |
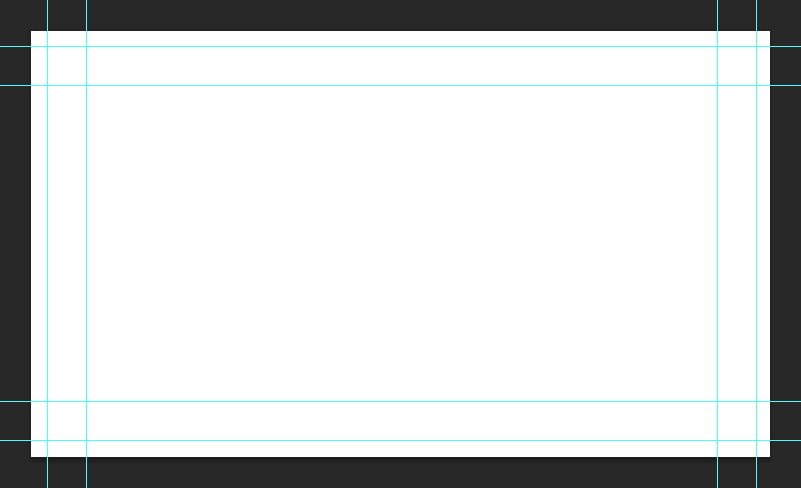
Создаем файл размером 94 мм х 54 мм (с учётом вылетов), и ставим:
• горизонтальные направляющие на 2 мм, 7 мм, 87 мм, 92 мм
• вертикальные направляющие на 2 мм, 7 мм, 47 мм, 52 мм |
 |
* на изображении, приведённом ниже, тёмная рамка - это часть рабочего поля программы (в которой мы создаем макет визитки), не являющаяся каким-либо элементом макета. Белый прямоугольник - это созданный нами документ (94 мм х 54 мм), который, впоследствии, станет макетом визитки.
Далее располагаем всю важную информацию (текст, логотип и т.д.) внутри самых дальних от края направляющих (во внутреннем прямоугольнике, образованном направляющими). Всё, что пересекает эти направляющие - фон (это может быть: фото, плашки, и т.п.) должен идти в край рабочего поля.
Особенности и неправильный макет
В случае, если вылеты не оставлены, по границе листа после подрезки могут образовываться полоски незапечатанной бумаги, причём, при неаккуратной резке они будут иметь разную ширину в разных частях изображения, то есть будут оставлять впечатление косого реза. Кроме того, велика вероятность того, что с разных сторон листа белые области будут разного размера, что усилит ощущение неаккуратности работы.
Расмотрим, на первый взгляд, правильный макет, удовлетворяющий требованиям по размерам: 94 мм х 54 мм.
* на изображении, приведённом ниже, тёмная рамка - это часть рабочего поля программы (в которой мы создаем макет визитки), не являющаяся каким-либо элементом макета.

Почему данный макет не является верным? Дело в том, что допуск связки "печатный станок + резка", составляет 2 мм и несколько градусов.
У любого резака существует погрешность. Таким образом, при резке отпечатанных визиток приведённого выше макета, могут получится следующие варианты:

Визитка слева: резак "промахнулся" влево и вверх (белые полосы). Визитка справа: резак "промахнулся" вправо и вниз (белые полосы).

Резак "промахнулся" и задуманная дизайнером белая полоса "прилипла" к верху визитки, полоса бордового цвета сверху оказалась полностью срезана.

Перекос реза составил ВСЕГО ОДИН ГРАДУС.
Для того, чтобы любые мельчайшие неточности реза были незаметны и следует делать вылеты.
Правильный макет должен выглядеть так:

Чтобы напечатанные и порезанные визитки выглядели так:

Для максимально использования возможностей оборудования типографии при подготовке макета обратите внимание на:
Качество цифровой печати и послепечатной обработки
-
Точность передачи цвета
Тиражные оттиски должны соответствовать стандартным нормам оптической плотности или подписанной Заказчиком оригинальной пробе (цветопробе).
Расхождение между подписанным листом и тиражом не должно превышать стандартного для печатного оборудования Xerox iGen3 (дельта Е не более 5).
Автоматическая калибровка печатной машины осуществляется постоянно в процессе работы, контрольные проверки калибровки оператор ЦМП делает ежедневно.
-
Общее качество готовой продукции
На тиражных листах не должно быть механических повреждений (надрыва краев, забоя торцов, сморщенных и загнутых углов), следов пальцев рук, масляных пятен и т.п.
-
Качество совмещения красок
Изображения всех цветов на оттисках должны быть точно совмещены.
Допустимые отклонения:
• На бумаге плотностью от 80 до 90 г/м² - до 0,05 мм
• на бумаге плотностью от 90 до 130 г/м² - до 0,01 мм
• на бумаге плотностью от 130 г/м² и выше – 0,01 мм
-
Точность гильотинной резки
Погрешность реза составляет не более 1 мм
Минимальная длина реза - 40мм, при производстве изделий с одной из сторон равной 40 мм и менее - используется плоттерная резка
-
Точность плоттерной резки
Погрешность реза составляет не более 0,5 мм
-
Качество биговки
Изделие складывается по линиям бига без перекоса, линия бига равномерная, без прорубов
Погрешность нанесения линии бига составляет не более 1мм
-
Качество фальцовки
Допустимое отклонение соотношения изображения и линий фальца до 2 мм не более 5% от тиража
-
Качество ламинирования
Ламинат припрессован к бумаге/картону равномерно без явных морщин и пузырей, не отходит по краям изделия без приложения усилий. Отклонения допустимы не более, чем в 5% тиража. Допускается небольшое отслоение ламината в местах внутренних биговок на части тиража
-
Качество термоклеевого скрепления
Обложка не отрывается от блока при встряхивании
Рекомендации по подготовке макетов для цифровой печати
-
Цифровая технология критична к печати однородных заливок и градиентов. Если не предпринять необходимых мер, наблюдается более или менее выраженная полосатость. Особенно это становится заметным, когда площадь заливки большая и без каких-либо графических элементов. Рекомендуется использовать различные эффекты, например «шум» (noise в Photoshop'e около 15%). Заливки максимального качества получаются при плотности цвета от 0% до 30% и от 80% до 100%
-
Такие же проблемы возникают при запечатывании больших площадей градиентными заливками. Настоятельно рекомендуется в таких вариантах добавлять «шум», либо другую текстуру в изображение.
-
Тонкие графические элементы (менее 1pt) рекомендуется включать только в векторной форме. Использование растровых форматов (например, TIFF) для отображения
тонких элементов может привести к потере качества. Минимальная толщина линий 0,25 pt, для вывороток - 0,5 pt.
-
Для текста сплошного цвета рекомендуется минимальный размер шрифта 4
пункта. Для негативного текста рекомендуется размер шрифта не менее 6 пунктов. Для текста с заливкой менее 95% по одной из сепараций рекомендуется увеличить размер кегля на 2 пункта.
-
Минимальная рекомендованная толщина линии - 0,25 pt, на выворотках -
0,5 pt. В случае заливки с менее 95% одной из сепараций рекомендуется увеличивать толщину линии в 1.5-2 раза
-
Использование «балансного» серого (передача серого цвета соотношением CMY) нежелательно. Лучше применять процент Black и, если нужно, тонировать его процентами CMY.
-
Наш RIP позволяет в процессе печати корректировать цвета. Если Вас почему либо не устраивает сигнальный отпечаток, а цвет в файле кажется Вам правильным, просто напишите, какие изменения по базовым цветам (по Cyan, Magenta, Yellow или Black) Вы хотите применить к оттиску. Например, можно убрать по всему изображению Magenta в светах. Коррекция применяется целиком ко всему документу, а не отдельным страницам или изображениям. Цветокоррекция на печатной машине в большом объеме ведет к увеличению сроков производства.
-
Печать дополнительных (spot/Pantone) цветов выполняется методом их эмуляции, предварительно проконсультируйтесь с нами для выяснения РЕАЛЬНОГО цвета, например, мы можем предоставить атлас цветов Pantone распечатанный на нашей машине в соответствии с сертификацией Pantone.
-
Все прозрачности, линзы и т.д. должны быть преобразованы в растровые объекты или к ним должна быть применена технология Flatten Transparency, данные объекты требуют особого контроля. Избегайте пересечения прозрачностей/линз и векторных объектов - это может приводить к растрированию той части векторного объекта, что находится ПОД прозрачностью и как следствие, две части (ПОД и ВНЕ прозрачности) векторного объекта будут отличаться. Не используйте смесовые/spot/Pantone цвета в данных эффектах - они будут переведены в CMYK
-
Все цветные элементы верстки должны быть выполнены в одной цветовой модели (RGB - sRGB или CMYK - EuroOffset). Совместное использование RGB и CMYK допускается только в Adobe InDesign, при создании многостраничных документов.
-
Печать с заданной линиатурой растра:
-
Стандартная линиатура растра - 175lpi: получаются лучше заливки и градиенты
-
Дополнительная линиатура - 200lpi: заливки и градиенты будет получаться хуже, зато чёткость мелких и не 100% залитых краской элементов будет выше.
Рекомендуем заказывать сигнальный отпечаток с повышенной линиатурой растра для утверждения, если в макете есть тонкие серые линии или мелкий текст.